
讓工具機極致加工,看看這家德國製造企業是怎麼做到的!
讓工具機極致加工,看看這家德國製造企業是怎麼做到的! HEGGEMANN AG 總部位於德國布倫,是一家零部件製造企業,主要服務於航空航天和汽車開發與製造行業。該公司擁有18台銑削、車削和混合工具機可用於加工。隨著航空航天和汽車領域對加工時間和效率要求不斷提高,HEGGEMANN AG公司在沒有增加和更換工具機設備的情況下卻讓效率翻番,他們是怎麼做到的呢?帶著這個疑問,小編找到了一段特別棒的加工視頻,是一款德國CAM軟體與德國GROB工具機的加工演示,看完這個,您或許會明白其中的奧秘。下面先跟小編一起欣賞這段精彩的銑削加工視頻吧hyperMILL®MAXX Machining 銑削加工演示視頻很精彩吧!hyperMILL®MAXX Machining是怎樣的軟體呢?讓我們先來認識一下這款超牛的軟體吧!hyperMILL®MAXX Machining粗加工時間節省 75%,精加工時間節省 90%,保證 100% 工序安全性?採用具有更高的銑削性能hyperMILL®MAXX Machining是可以實現的。OPEN MIND Technologies AG 宣布推出 hyperMILL®版本 2016.1。全新的hyperMILL®MAXX Machining 高性能套件是即將發布產品的亮點之一。創新的 CAM 策略將極大地提高粗加工、精加工和鑽孔性能。hyperMILL®MAXX Machining 高性能套件可提供三個強大的模塊,為客戶帶來了大幅優化粗加工、精加工和鑽孔應用的潛力。hyperMILL®MAXX Machining 高性能套件視頻●快速粗加工 高性能套件中的粗加工模塊包括多種以擺線刀具路徑銑削的循環,實現快速可靠的 HPC 加工。按實際切割條件動態調節進給率可確保始終以可能的最高進給率進行銑削。這可實現最佳的銑削路徑、最大的材料去除和最短的生產時間。支持高速對棱形和曲線部件面進行粗加工。創新的算法可確保銑削刀具的每個刀齒始終去除恆定的切削體積。這可提高利用率,而不會使刀具承受過度的應力,令粗加工速度比之前高出 20% 到 70%。OPEN MIND 創造的這種快速粗加工方法適用於從 2D 到 5X 同步的所有類型加工。加工策略可提高速度,增加刀具使用壽命。同時減少刀具和工具機承受的應力。●使用圓桶刀精加工hyperMILL®MAXX Machining 高性能套件的精加工模塊是刀具特性與創新 CAM 策略優化結合的典範。該模塊包括使用多種圓桶刀對平面和自由曲面進行半精加工和精加工。通過曲面質量的同步改進,可顯著節省時間。這些優點可通過 CAM 策略使用特殊形狀刀具最好地實現。精加工取決於步距和刀具半徑。工件曲面質量隨著線增量的增加而降低,但隨著刀具直徑的變大而提高。這意味著,如果要通過提高進給率縮短加工時間,例如用 5 毫米代替 0.5 毫米,同時刀具半徑必須增加幾倍才能獲得較高的曲面質量。由於刀具直徑無法任意增加,而圓桶刀僅使用所需刀具直徑的一部分,也就是圓弧段。因為半徑可以更大,所以可實現更長的步距,同時完成高質量的曲面精加工。 hyperMILL®MAXX Machining 精加工模塊可使用通用、切向和錐形圓桶刀進行快速高質量的加工作業。還會檢查所有刀具路徑是否存在碰撞。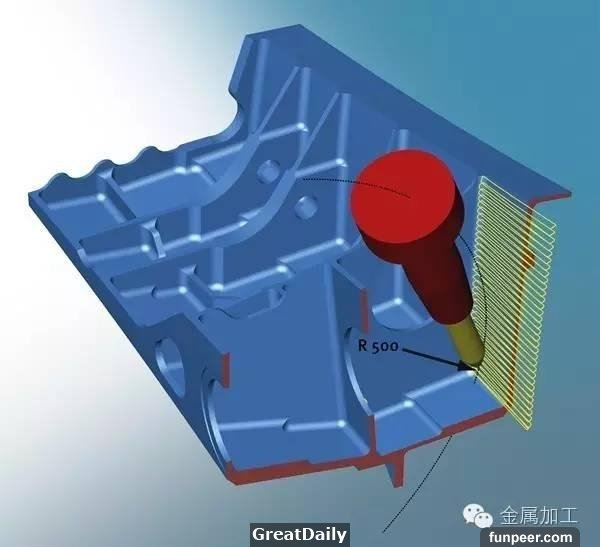 ●切向平面加工憑藉「切向平面加工」,OPEN MIND 開發出專門用於平面加工的 CAM 創新策略。與錐形桶刀結合使用可節省 90% 的時間。使用大半徑錐形圓桶刀可獲得 6 毫米和 8 毫米的路徑距離。這可優化曲面質量,並延長刀具壽命。「切向平面加工」同樣非常適用於平坦且難達的平面。還可自動生成刀具路徑並檢查是否存在碰撞。諸如刀具和模具製作、航空航天或汽車業等行業的公司可使用 hyperMILL®MAXX Machining 精加工模塊中直觀可靠的編程策略,享受巨大的優勢。 ●5 軸螺旋鑽孔「5 軸螺旋鑽孔」是 EMO 2015 推出的另一高性能策略。使用該解決方案可輕鬆高效地鑽孔。該循環是以向前引導角進行螺旋銑削。然後將與側面的傾角用作避碰流程的一部分。優勢:只需單個刀具即可獲得不同的孔直徑。無需預鑽孔,策略尤其適合難以加工的材料。該工藝可安全清除細屑,並減少刀具承受的應力。實際測試顯示,「5 軸螺旋鑽孔」與傳統鑽孔相比,可減少 20% 到 25% 的加工時間。憑藉 hyperMILL®Maxx Machining 高性能可選套件,OPEN MIND 提供了可實現顯著性能提升的創新解決方案。由於成本和時間壓力是製造的關鍵因素,客戶會很快發覺使用這款強大套件中的 CAM 策略所帶來的經濟收益。
●切向平面加工憑藉「切向平面加工」,OPEN MIND 開發出專門用於平面加工的 CAM 創新策略。與錐形桶刀結合使用可節省 90% 的時間。使用大半徑錐形圓桶刀可獲得 6 毫米和 8 毫米的路徑距離。這可優化曲面質量,並延長刀具壽命。「切向平面加工」同樣非常適用於平坦且難達的平面。還可自動生成刀具路徑並檢查是否存在碰撞。諸如刀具和模具製作、航空航天或汽車業等行業的公司可使用 hyperMILL®MAXX Machining 精加工模塊中直觀可靠的編程策略,享受巨大的優勢。 ●5 軸螺旋鑽孔「5 軸螺旋鑽孔」是 EMO 2015 推出的另一高性能策略。使用該解決方案可輕鬆高效地鑽孔。該循環是以向前引導角進行螺旋銑削。然後將與側面的傾角用作避碰流程的一部分。優勢:只需單個刀具即可獲得不同的孔直徑。無需預鑽孔,策略尤其適合難以加工的材料。該工藝可安全清除細屑,並減少刀具承受的應力。實際測試顯示,「5 軸螺旋鑽孔」與傳統鑽孔相比,可減少 20% 到 25% 的加工時間。憑藉 hyperMILL®Maxx Machining 高性能可選套件,OPEN MIND 提供了可實現顯著性能提升的創新解決方案。由於成本和時間壓力是製造的關鍵因素,客戶會很快發覺使用這款強大套件中的 CAM 策略所帶來的經濟收益。 hyperMILL®MAXX Machining最大的特點在於省時,它能讓粗加工時間節省 75%,精加工時間節省 90%,而且保證 100% 工序安全性。這不是吹牛,HEGGEMANN AG在加工過程中用了hyperMILL®MAXX Machining軟體後充分體會到了它的這一優勢。HEGGEMANN AG公司為什麼選擇OPEN MIND?自2009年起,HEGGEMANN 開始使用 OPEN MIND 的 hyperMILL®CAM 系統。憑藉創新型hyperMILL®MAXX Machining 高性能套件,該公司在業界脫穎而出。尤其是「5 軸切向平面加工」給 HEGGEMANN 留下了深刻的印象,因為它擁有巨大的節約潛力,並得到了 HEGGEMANN AG 生產主管 René Reiffer 的確認。HEGGEMANN AG 公司採用了 OPEN MIND 專門為精加工策略開發的圓桶刀。其形狀具有 1,000 毫米以上的大半徑,從而能夠在精加工期間進行很大的線性增量。「與使用傳統球頭刀相比,測試工件的加工時間通常可以縮短 70% 到 90%,」Dirk Lehman 補充道。
hyperMILL®MAXX Machining最大的特點在於省時,它能讓粗加工時間節省 75%,精加工時間節省 90%,而且保證 100% 工序安全性。這不是吹牛,HEGGEMANN AG在加工過程中用了hyperMILL®MAXX Machining軟體後充分體會到了它的這一優勢。HEGGEMANN AG公司為什麼選擇OPEN MIND?自2009年起,HEGGEMANN 開始使用 OPEN MIND 的 hyperMILL®CAM 系統。憑藉創新型hyperMILL®MAXX Machining 高性能套件,該公司在業界脫穎而出。尤其是「5 軸切向平面加工」給 HEGGEMANN 留下了深刻的印象,因為它擁有巨大的節約潛力,並得到了 HEGGEMANN AG 生產主管 René Reiffer 的確認。HEGGEMANN AG 公司採用了 OPEN MIND 專門為精加工策略開發的圓桶刀。其形狀具有 1,000 毫米以上的大半徑,從而能夠在精加工期間進行很大的線性增量。「與使用傳統球頭刀相比,測試工件的加工時間通常可以縮短 70% 到 90%,」Dirk Lehman 補充道。  HEGGEMANN AG 的hyperMILL®CAM 工作站精加工時間從 90 分鐘縮短到 15 分鐘Reiffer 舉了一個在 HEGGEMANN 實現的節約示例:「我們剛剛製造了一個有 155 mm 深型腔和垂直壁的部件。之前,我們一直使用 12 mm 的球頭刀加工該組件,加工時間大約為 90 分鐘。現在使用新方法和橫向半徑為 500 mm 且刀尖半徑為 4 mm 的圓桶刀,精加工過程只需 15 分鐘。兩種方法的表面質量均為 Rz = 3.2 μm。」節省時間的原因主要是最終精加工工序期間圓桶刀就採用 4 mm 的巨大線性增量。而使用球頭刀,線間隔僅為 0.35 mm,因此走線數量將達 10 倍以上。 編程時,Reiffer 的團隊也節省了時間。創建一個使用球頭刀加工這種型腔的精加工程序需要 20 分鐘。而使用 5 軸切向平面加工,在五分鐘內就能完成加工作業的編程。
HEGGEMANN AG 的hyperMILL®CAM 工作站精加工時間從 90 分鐘縮短到 15 分鐘Reiffer 舉了一個在 HEGGEMANN 實現的節約示例:「我們剛剛製造了一個有 155 mm 深型腔和垂直壁的部件。之前,我們一直使用 12 mm 的球頭刀加工該組件,加工時間大約為 90 分鐘。現在使用新方法和橫向半徑為 500 mm 且刀尖半徑為 4 mm 的圓桶刀,精加工過程只需 15 分鐘。兩種方法的表面質量均為 Rz = 3.2 μm。」節省時間的原因主要是最終精加工工序期間圓桶刀就採用 4 mm 的巨大線性增量。而使用球頭刀,線間隔僅為 0.35 mm,因此走線數量將達 10 倍以上。 編程時,Reiffer 的團隊也節省了時間。創建一個使用球頭刀加工這種型腔的精加工程序需要 20 分鐘。而使用 5 軸切向平面加工,在五分鐘內就能完成加工作業的編程。 文章未完,點擊這裡閱讀全文! 來源:toutiao.com
文章未完,點擊這裡閱讀全文! 來源:toutiao.com[圖擷取自網路,如有疑問請私訊]
|
本篇 |
不想錯過? 請追蹤FB專頁! |
| 喜歡這篇嗎?快分享吧! |








相關文章






娛樂膠報









