模具工廠CNC加工編程工藝與標準
模具工廠CNC加工編程工藝與標準 模具工廠CNC編程部門制訂明確的加工工藝與標準,在生產過程中執行標準化作業,可以提高工作效率並減少出錯。 一、前模仁1. 熱唧咀位①有裝配要求的尺寸要按數做准。②平面:加工程序依照尺寸數做准,CNC操作員按照圖紙尺寸的公差校表測數。③側邊:加工程序開補償,單邊留0.02mm餘量試配, 操作員用針規緊配,公差保證單邊在0.015~0.005mm內, 其它尺寸照3D圖檔的尺寸數做准。
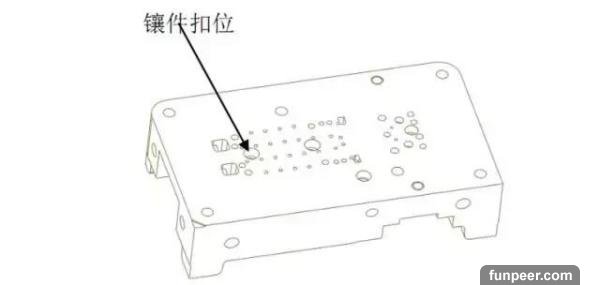
一、前模仁1. 熱唧咀位①有裝配要求的尺寸要按數做准。②平面:加工程序依照尺寸數做准,CNC操作員按照圖紙尺寸的公差校表測數。③側邊:加工程序開補償,單邊留0.02mm餘量試配, 操作員用針規緊配,公差保證單邊在0.015~0.005mm內, 其它尺寸照3D圖檔的尺寸數做准。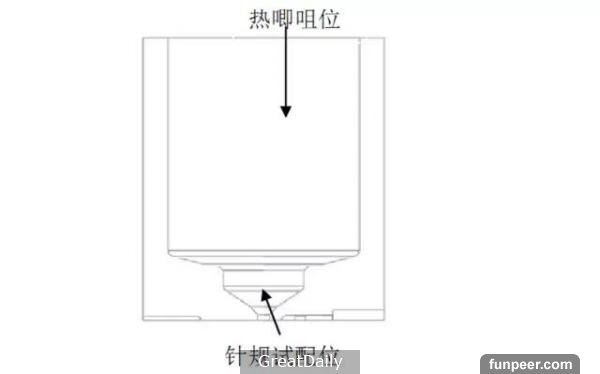 2. 鑲件扣位鑲件扣位的側邊需依程序加工,按照尺寸做准;而鑲件扣位的深度(Z值)按照尺寸數做准,操作員用校表測深度,公差要求鑼深0.01mm。3. 膠位尺寸所有膠位的精加工程序單邊需留0.02mm(特殊情況例外),有火花紋要求的單邊留0.15mm,用來加工EDM紋。4. 插穿、碰穿位正常情況下,前模仁鑼准尺寸,後模仁留餘量。
2. 鑲件扣位鑲件扣位的側邊需依程序加工,按照尺寸做准;而鑲件扣位的深度(Z值)按照尺寸數做准,操作員用校表測深度,公差要求鑼深0.01mm。3. 膠位尺寸所有膠位的精加工程序單邊需留0.02mm(特殊情況例外),有火花紋要求的單邊留0.15mm,用來加工EDM紋。4. 插穿、碰穿位正常情況下,前模仁鑼准尺寸,後模仁留餘量。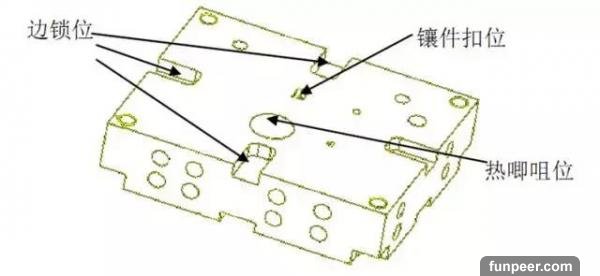 5. 邊鎖位邊鎖位的底部深度(Z值)做准尺寸,而邊鎖位的側邊加工程序需開補償單邊留0.02mm試配,操作員按照圖尺寸緊配,公差保證單邊0.015~0.005mm內。
5. 邊鎖位邊鎖位的底部深度(Z值)做准尺寸,而邊鎖位的側邊加工程序需開補償單邊留0.02mm試配,操作員按照圖尺寸緊配,公差保證單邊0.015~0.005mm內。 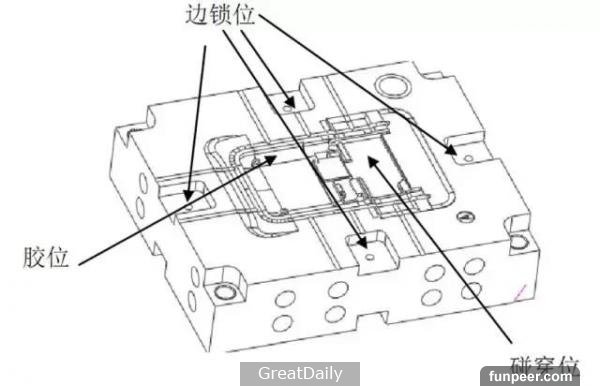 二、後模仁1. 行位槽行位槽的深度(Z值)需依照圖紙尺寸數做准,操作員按照圖紙公差用較表測數,而行位槽兩側按照圖紙尺寸加工,程序加工需開補償單邊留0.02mm餘量試配,操作員用塊規緊配,公差保證單邊0.015~0.005mm內。2. 鑲件扣位鑲件扣位側邊需按照圖紙尺寸數做准,而底部的深度(Z值)都按照尺寸數做准,操作員用校表測數,公差要求鑼深0.01mm。3. 模框孔位(藏CORE位)編程員做光刀程序,需開補償單邊留0.02mm餘量,開補償操作員按照圖紙尺寸數測量,單邊鑼大0.005~0.01mm,方便裝配。 4. 膠位尺寸所有膠位精加工留餘量0.02mm(特殊要求例外)。
二、後模仁1. 行位槽行位槽的深度(Z值)需依照圖紙尺寸數做准,操作員按照圖紙公差用較表測數,而行位槽兩側按照圖紙尺寸加工,程序加工需開補償單邊留0.02mm餘量試配,操作員用塊規緊配,公差保證單邊0.015~0.005mm內。2. 鑲件扣位鑲件扣位側邊需按照圖紙尺寸數做准,而底部的深度(Z值)都按照尺寸數做准,操作員用校表測數,公差要求鑼深0.01mm。3. 模框孔位(藏CORE位)編程員做光刀程序,需開補償單邊留0.02mm餘量,開補償操作員按照圖紙尺寸數測量,單邊鑼大0.005~0.01mm,方便裝配。 4. 膠位尺寸所有膠位精加工留餘量0.02mm(特殊要求例外)。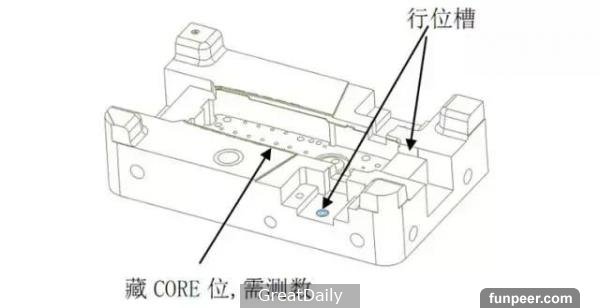
 5. 插穿、碰穿位正常情況下後模需多留+0.02~0mm餘量,後模仁配行位的位置需按照尺寸數做准,而行位相配後模仁的位置需多留餘量。
5. 插穿、碰穿位正常情況下後模需多留+0.02~0mm餘量,後模仁配行位的位置需按照尺寸數做准,而行位相配後模仁的位置需多留餘量。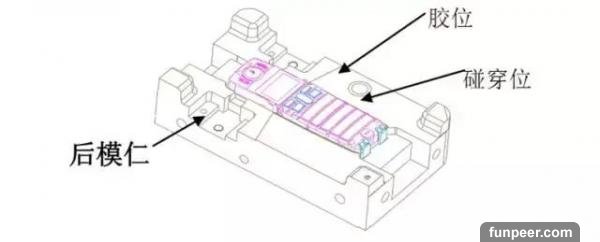 三、模仁凸CORE1. 粗加工時單邊留0.5mm餘量,而加工到底部的模框鑲件要用粗加工凸CORE時,底部直身位置留10mm,用於操作員檢查粗加工是否有鬆動,需淬火的異形凸CORE底部直身留10mm用於淬火後精加工時較表分中。
三、模仁凸CORE1. 粗加工時單邊留0.5mm餘量,而加工到底部的模框鑲件要用粗加工凸CORE時,底部直身位置留10mm,用於操作員檢查粗加工是否有鬆動,需淬火的異形凸CORE底部直身留10mm用於淬火後精加工時較表分中。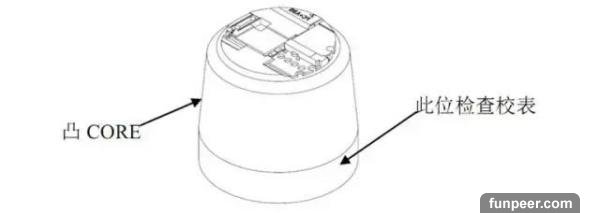 2. 所有膠位在精加工時留0.02mm(特殊要求例外),插穿碰穿的位置留+0.02~0mm。3. 凸CORE外形精加工,編程員做光刀程序時開補償單邊留0.02mm餘量,操作員按照圖紙尺寸數測數公差單邊0~ –0.005mm,方便裝配。4. 外形不規則的模仁鑲件(凸CORE)的分中問題詳情見後部分。
2. 所有膠位在精加工時留0.02mm(特殊要求例外),插穿碰穿的位置留+0.02~0mm。3. 凸CORE外形精加工,編程員做光刀程序時開補償單邊留0.02mm餘量,操作員按照圖紙尺寸數測數公差單邊0~ –0.005mm,方便裝配。4. 外形不規則的模仁鑲件(凸CORE)的分中問題詳情見後部分。 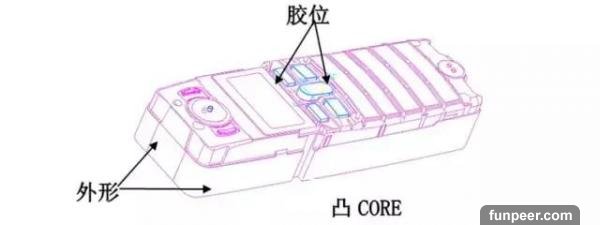
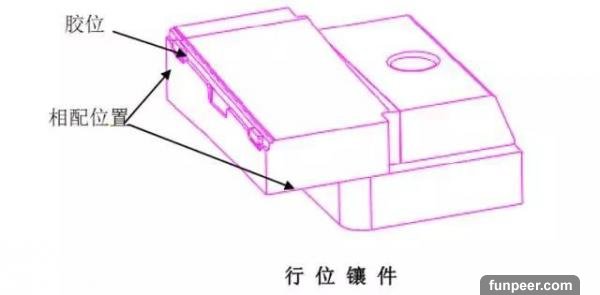
 四、行位、鑲件1. 收到工件時,編程員要測量工件外形尺寸,避免因分中和單邊碰數時出現問題,編程員根據工件形狀需與操作組商討,採用穩妥的裝夾方法、碰數方法,詳情見後部分。2. 行位和前後模仁,有相配的位置,行位需多留0.02mm餘量作為FIT時之用。3. 所有膠位在單邊留0.02mm(特殊要求除外)。
四、行位、鑲件1. 收到工件時,編程員要測量工件外形尺寸,避免因分中和單邊碰數時出現問題,編程員根據工件形狀需與操作組商討,採用穩妥的裝夾方法、碰數方法,詳情見後部分。2. 行位和前後模仁,有相配的位置,行位需多留0.02mm餘量作為FIT時之用。3. 所有膠位在單邊留0.02mm(特殊要求除外)。 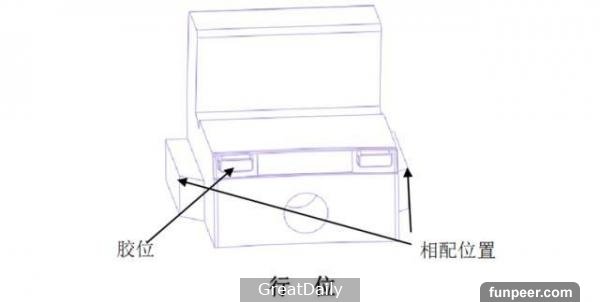
 五、斜頂根據工件形狀與操作組商討,採用穩妥的裝夾方法,碰數方法,所有膠位單邊留0.02mm(特殊要求除外)。
五、斜頂根據工件形狀與操作組商討,採用穩妥的裝夾方法,碰數方法,所有膠位單邊留0.02mm(特殊要求除外)。 六、模胚加工1. 模胚(1)模胚圖紙上的基字(倒角)與模胚上的基準需一致,為避免誤解而出現加工混亂,編程時基準邊朝向自己的方向。(2)所有模板的加工定位以近基準角處導柱孔分中為零建立加工坐標。 文章未完,點擊這裡閱讀全文! 來源:toutiao.com
六、模胚加工1. 模胚(1)模胚圖紙上的基字(倒角)與模胚上的基準需一致,為避免誤解而出現加工混亂,編程時基準邊朝向自己的方向。(2)所有模板的加工定位以近基準角處導柱孔分中為零建立加工坐標。 文章未完,點擊這裡閱讀全文! 來源:toutiao.com[圖擷取自網路,如有疑問請私訊]
|
本篇 |
不想錯過? 請追蹤FB專頁! |
| 喜歡這篇嗎?快分享吧! |








相關文章






娛樂膠報